Guía completa para el pavonado de un cañón de arma
Comprendiendo el proceso de pavonado
El pavonado, conocido en inglés como bluing, es un proceso de pasivación en el que el acero se protege de la corrosión mediante un tratamiento químico. A diferencia de la pintura o los recubrimientos, el pavonado es una oxidación controlada de la superficie del metal. El resultado es la formación de una capa de magnetita (Fe₃O₄), un óxido de color negro azulado que es mucho más estable y protector que el óxido rojo (herrumbre, Fe₂O₃) que se forma de manera natural. Este acabado no solo proporciona una barrera eficaz contra la humedad y el óxido, sino que también confiere al arma un aspecto estético clásico y profesional. Existen principalmente dos métodos para llevar a cabo este proceso: el pavonado en frío, ideal para retoques y proyectos caseros, y el pavonado en caliente, el método industrial que ofrece la máxima durabilidad.
La seguridad es primordial: precauciones indispensables
Antes de manipular cualquier producto químico, es fundamental priorizar la seguridad. Los compuestos utilizados en el pavonado, especialmente en el método en caliente, son cáusticos y peligrosos. Trabaje siempre en un área bien ventilada, preferiblemente al aire libre o en un taller con extracción de aire forzada para evitar la inhalación de vapores tóxicos.
- Gafas de seguridad: Son absolutamente obligatorias para proteger los ojos de salpicaduras accidentales de productos químicos.
- Guantes resistentes a químicos: Utilice guantes de nitrilo o neopreno. Los guantes de látex no son suficientes, ya que pueden ser degradados por los solventes y ácidos.
- Ropa de protección: Use mangas largas y ropa que cubra completamente la piel para evitar el contacto directo con los productos.
Recuerde que está trabajando con ácidos y, en el caso del pavonado en caliente, con sales alcalinas hirviendo. Un error puede causar quemaduras químicas graves. Proceda con cautela y respeto por los materiales que está utilizando.
Fase 1: La preparación meticulosa de la superficie
El 90% del éxito de un buen trabajo de pavonado reside en la preparación de la superficie. Un acabado impecable solo se puede lograr sobre un metal perfectamente limpio y pulido. Cualquier imperfección, resto de óxido o grasa será magnificado por el proceso.
Desmontaje y limpieza inicial
Desmonte el arma siguiendo las instrucciones del fabricante hasta aislar el cañón o la pieza que desea pavonar. Es crucial trabajar únicamente sobre la pieza de acero, separándola de cualquier componente de madera, plástico o aleaciones de aluminio. Una vez aislada, realice una limpieza superficial con un limpiador de armas estándar para eliminar residuos de pólvora y suciedad general.
Eliminación del óxido y el acabado antiguo
El siguiente paso es dejar el metal completamente desnudo. Para ello, es necesario eliminar cualquier rastro del pavonado anterior y todo el óxido. Comience utilizando papel de lija de grano medio (por ejemplo, 220 o 320) para eliminar las picaduras de óxido más profundas y el acabado viejo. Trabaje de manera uniforme y en una sola dirección para evitar crear arañazos cruzados. Progresivamente, pase a granos más finos (400, 600 y hasta 800 o más) para pulir el metal. El objetivo es obtener una superficie lisa y uniforme con el nivel de brillo deseado. Para un acabado mate, puede detenerse en un grano más bajo; para un acabado de alto brillo, deberá pulir con granos muy finos y finalmente con lana de acero extrafina (grado #0000).
El desengrasado: un paso no negociable
Una vez que el metal está pulido a su gusto, el desengrasado es el paso más crítico. La más mínima traza de aceite o grasa de sus dedos impedirá que la solución de pavonado reaccione correctamente con el acero, dejando manchas y zonas sin tratar. Utilice un desengrasante potente como la acetona o el alcohol isopropílico. Aplíquelo generosamente con paños limpios que no dejen pelusa, cambiando de paño con frecuencia. A partir de este momento, no toque el metal con las manos desnudas. Use guantes de nitrilo limpios para toda la manipulación posterior.
Fase 2: Aplicación del pavonado en frío (método DIY)
El pavonado en frío es una excelente opción para reparar arañazos, restaurar piezas pequeñas o para quienes no tienen acceso al equipo profesional del pavonado en caliente. Las soluciones de pavonado en frío están disponibles en la mayoría de las tiendas de armas y son relativamente fáciles de usar si se ha preparado bien la superficie.
El proceso generalmente sigue estos pasos:
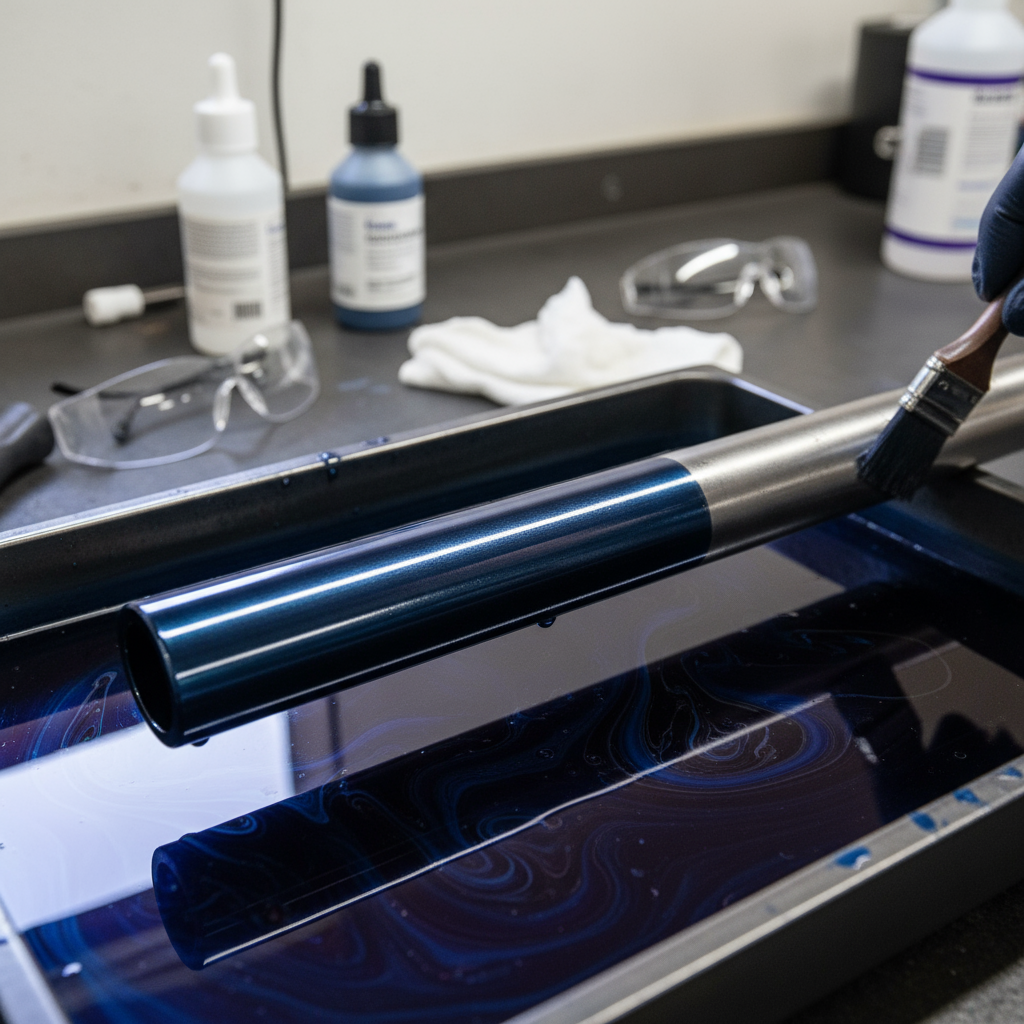
- Aplicación de la solución: Con un aplicador de algodón limpio (hisopo o bolita de algodón), aplique una capa fina y uniforme de la solución de pavonado sobre una pequeña sección del metal. La reacción química es casi instantánea y verá cómo el acero se oscurece.
- Tiempo de reacción y neutralización: Deje que la solución actúe durante unos 30-60 segundos, según las instrucciones del producto. Luego, neutralice la reacción enjuagando la pieza con agua fría. Seque completamente con un paño limpio.
- Cardado: Después del enjuague, se formará una capa de óxido negro polvoriento. Frote suavemente la superficie con lana de acero #0000. Este proceso, llamado cardado, elimina el óxido suelto y pule la capa de pavonado subyacente.
- Repetición: Una sola aplicación raramente es suficiente. Repita el proceso de aplicación, neutralización y cardado varias veces (entre 3 y 7 capas) hasta alcanzar un color negro profundo y uniforme. La paciencia es clave para un buen resultado.
Una mirada al pavonado en caliente: el método profesional
El pavonado en caliente es el estándar de la industria y el método utilizado por los fabricantes de armas. Ofrece un acabado mucho más duradero, profundo y resistente a la abrasión que el pavonado en frío.
Este proceso implica la inmersión completa de la pieza de acero en un tanque que contiene una solución de sales cáusticas (generalmente una mezcla de nitrato de potasio e hidróxido de sodio) calentada a su punto de ebullición, aproximadamente 140-155 °C. Debido a los químicos extremadamente peligrosos y las altas temperaturas, este proceso debe ser realizado exclusivamente por profesionales con el equipo de seguridad y las instalaciones adecuadas.
El metal, previamente pulido y desengrasado de forma impecable, se sumerge en este baño hirviendo durante 15 a 30 minutos. Tras la inmersión, se enjuaga en varios tanques de agua (fría y caliente) para eliminar todos los residuos de sal. El resultado es un acabado de magnetita de alta calidad, profundamente integrado en la superficie del acero.
Fase 3: Curado y protección final
Independientemente del método de pavonado utilizado, el paso final es crucial para la longevidad del acabado. La nueva capa de magnetita es porosa. Para protegerla, debe ser impregnada con aceite. Aplique una capa generosa de un aceite para armas de buena calidad sobre toda la superficie pavonada. Este aceite desplazará cualquier resto de humedad atrapada en los poros del metal y creará una barrera protectora final. Deje que la pieza repose con el aceite durante al menos 24 horas para que el acabado se "cure" por completo. Pasado este tiempo, retire el exceso de aceite con un paño suave. Su cañón estará ahora restaurado y protegido contra los elementos.
Comentarios (0)
¡Inicia sesión para comentar!
Iniciar sesiónAún no hay comentarios.
¡Sé el primero en comentar!